Токарка без токарного

Здравствуйте, товарищи!
Мечтаю о токарном станке, но его, к сожалению, в ближайшее время у меня не предвидится. А пока я мечтаю, придется выполнить токарные работы без него и на самодельном фрезере с ЧПУ.
Под катом будет много фоток, небольшая покупка на AliExpress’е, немного вредной/полезной информации и, конечно же, DIY…
Да, я на самом деле давно хочу приобрести настольный токарный станок, но, если честно, то не так уж он прям и нужен в повседневной деятельности
(«Ну да, ну да…» — сказало шило в одном месте).
Сейчас на YouTube’е так много каналов, где классно точат всякие клёвые «пиптики», что ты сидишь на своём диване, завидуешь белой/черной завистью и хочешь точить также, и даже круче! Но дальше хотелок дело обычно не доходит…
И вот случилось страшное – в голову пришла идея, для реализации которой мне потребовалось изготовить миниатюрные шахматные фигурки из латуни и дюрали. Только это «страшное» оказалось не настолько страшным, чтоб я бросился изыскивать 60 – 70 т.р. на настольный токарник типа вот такого популярного среди гаражных и домашних мастеров (это не реклама, а наблюдение).
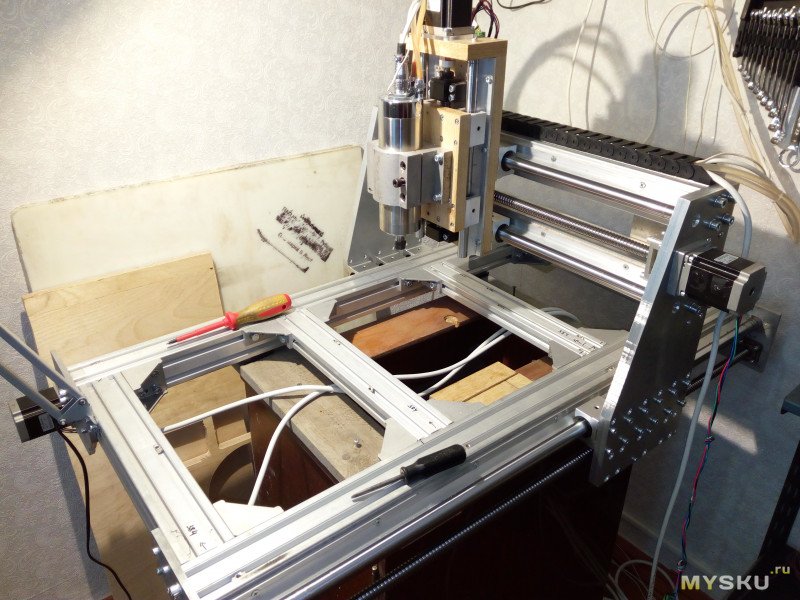
Все силы были брошены на поиски решения, с учетом того, что в моем распоряжении уже имеется самодельный фрезерный станок с ЧПУ, хоть и игрушечный, но всё же не пластилиновый.
Вот такой (правда жертвенный стол из МДФ на фото временно снят).
Изначально я подумал про самое очевидное решение — прикрепить вместо шпинделя токарный резец, а на рабочий стол приделать какой-нибудь двигатель, к которому можно было бы прикрутить патрон и вращать, вращать в нем что попало, ну чем не токарный станок с ЧПУ?
Но нет, идея не пришлась мне по вкусу, тем более шахматные фигурки не требуют большого патрона. Внезапно, я подумал, что у меня есть заготовки — прутки из латуни диаметром 6 мм, а у шпинделя цанги тоже под 6 мм. Совпадение? 🙂
Я думаю, что в очередной раз столкнулся с изобретением велосипеда, но сознательно решил не спрашивать про такое решение у Google’а, чтобы не вносить погрешностей в стройный ход моих мыслей.
Для неискушенных читателей, которые еще не до конца поняли, что я задумал, внесу ясность. В качестве передней бабки токарного станка в моем случае будет выступать подвижный шпиндель, который имеет ход во всех направлениях. А вот токарный резец (или резцы) будет неподвижным, зафиксированным на рабочем столе. Соответственно, переворачиваем всё с ног на голову и заставляем перемещаться вращающуюся заготовку относительно неподвижного резца.
Коль реки вспять не повернули в своё время, хоть здесь оторвемся 🙂
А дальше снова проблема – у меня нет токарных резцов. Хотел попробовать заточить старые обломанные фрезы, но, как и их, меня тоже обломало, ведь на AliExpress’е я видел резцы со сменными твердосплавными пластинами – идеальный вариант для тех, кто не настоящий токарь и не умеет правильно затачивать резцы.
Заказал я два резца (державки+пластинки) – проходной и отрезной (прошу поправить меня, если ошибаюсь с терминологией), а также наборы сменных пластин к ним.
Ссылка на магазин для тех, кому нужно
Проходной резец — ссылка обычная, не хитровыдуманная ))

По закону жанра я должен был их обмерить и обвешать, но речь немного не о том, поэтому просто приведу маркировки и параметры, а в конце компенсирую котиками.

Отрезной резец.
Державка – MGEHR1010-1.5, сечение квадрата 10×10 мм, рассчитана под резцы шириной 1.5 мм.
Пластина – MGMN150-G PC9030, ширина режущей части 1.5 мм.
Да, не сказал, в комплекте к каждой державке идет шестигранный ключ.

Проходной резец.
Державка – SVVBN1010H11, сечение квадрата так же 10×10 мм.
Пластина – VCGT110302-AK, угол 35 градусов, радиус скругленного кончика 0.2 мм, 11 мм длина рабочей режущей части.
Я сразу забегу немного вперед и скажу, что отрезной резец применить мне не удалось, всё-таки нужно больше жесткости станка, а иначе это не точение, а какое то дробление с выбиванием :). Поэтому далее я упоминать его не буду и оставлю до лучших времен.
А в связи с этим еще одна проблема – как отрезать фигурки без отрезного резца… Сначала я думал, что буду переставлять державку проходного резца под углом (17.5 градусов), так чтобы одна грань пластины была параллельно рабочему столу, ну тут думаю понятно. Однако, я бы хотел не отвлекаться на переустановки инструмента после каждой операции, поэтому пришлось на ходу изобретать еще две державки. Одна с углом установки резца +17.5 градусов, другая -17.5 градусов. Зачем? А оказалось, что есть такая фигура – ладья, у которой макушка плоская и нужен тоже особый угол.
В качестве материала дополнительных державок я выбрал благородный «дюралюминь». Ну уж, простите, другие металлы грызть на своем фрезере я не могу, ну разве что еще латунь.
Кто-то скажет: «Да жесткости не хватит!», «Да это не дело!». А я соглашусь, да, жесткости не хватит, да, это не дело… для серьезной работы и серьезных нагрузок. Я же планирую за проход снимать не более 0.2 мм при черновой обработке, и не более 0.1 мм при чистовой. Кроме того, постараюсь сделать минимальный вылет державок из резцедержки, которая, к слову, скоро тоже появится в этом повествовании.
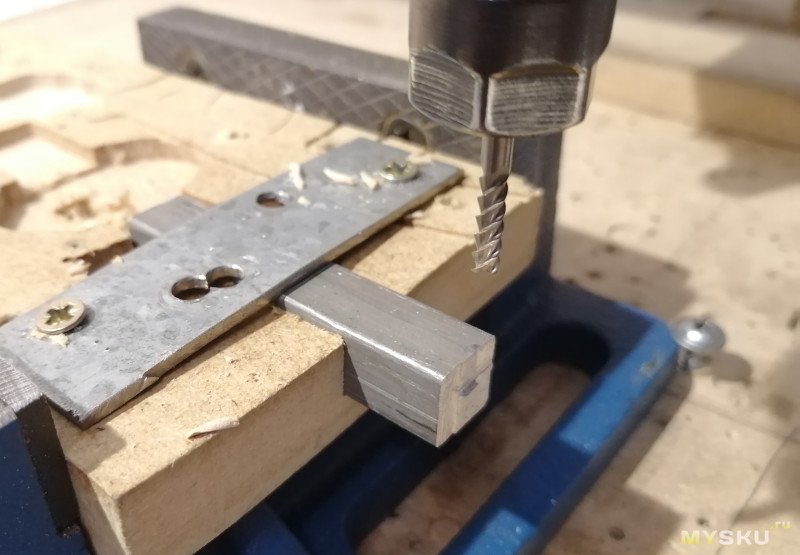
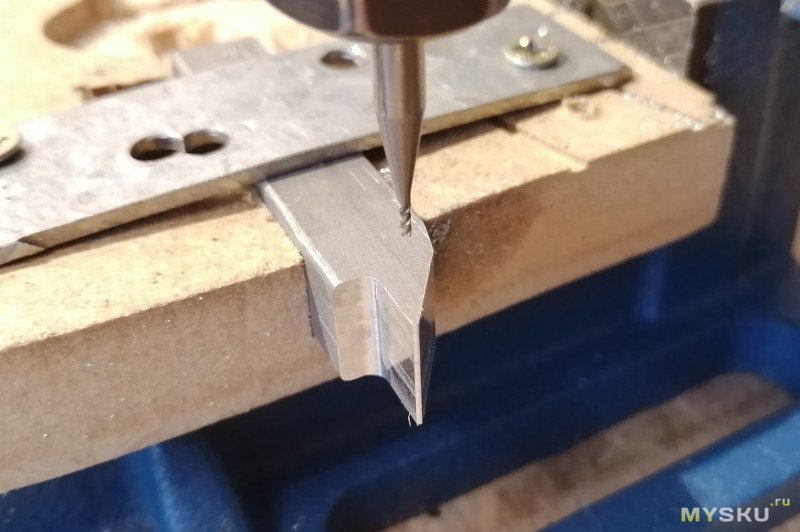
Итак, для самодельных державок я нашел квадрат 12×12 мм из дюрали. Особо процесс пояснять смысла нет. Думаю, из картинок всё будет понятно – станок работал, а я только его в розетку включил, да кнопку нажал.
Для обеспечения перпендикулярности сначала я сделал для заготовки посадку в зажатом в тисках кусочке МДФ, а затем уже выполнил все остальные операции по фрезеровке.
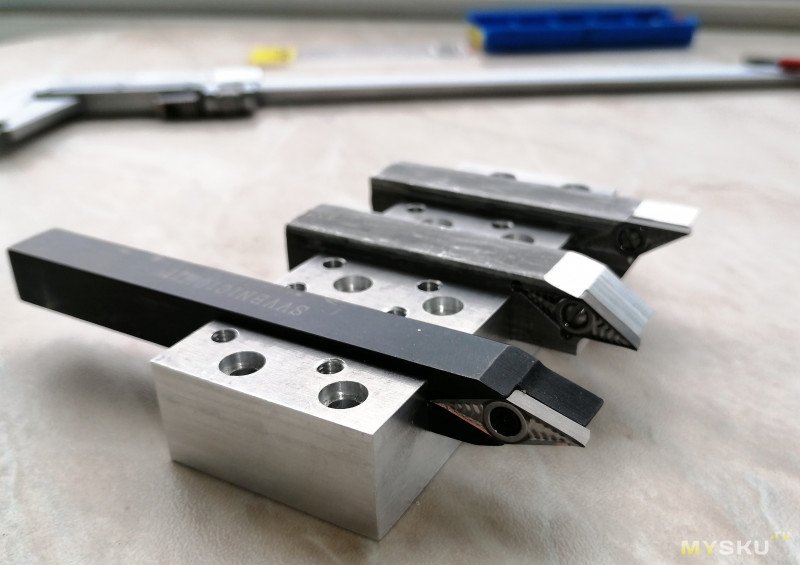
Вот, что получилось. Выглядит нормально, почти как державка нормального человека — в деле проверим.

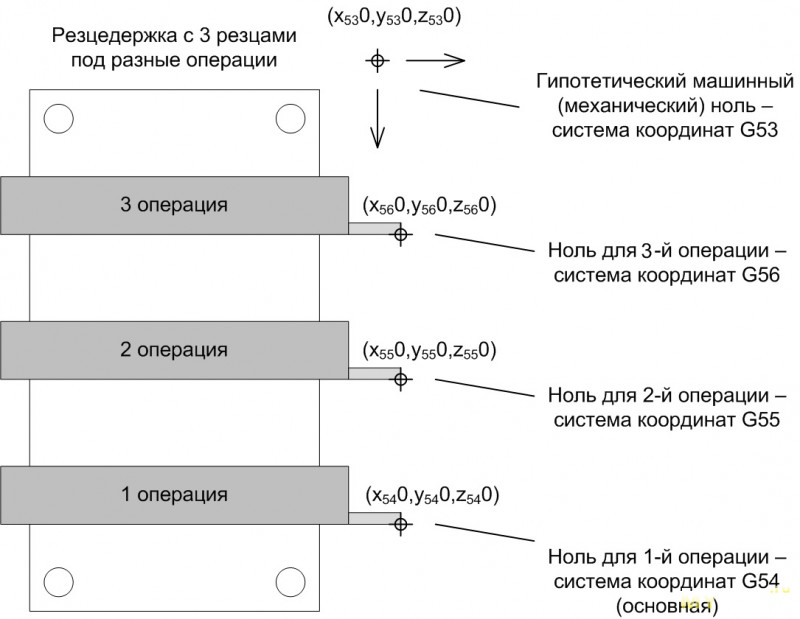
Как я уже говорил, переустановка резцов после выполнения каждого этапа не планируется, учитывая, что изготовление это хоть и мелкая, но всё же серия (32 фигурки) и время тратить не целесообразно. Поэтому я решил зафиксировать на столе три резца сразу. Завершается выполнение одного этапа, переключаемся в новую систему координат, переезжаем к другому резцу и выполняем следующий. План неплохой, попробую воплотить в жизнь.
Для резцедержки на три резца я снова воспользовался дюралевой заготовкой (остался кусочек толщиной 16 мм от боковин портала станка). Я понимаю, что мог просто закрепить резцы на рабочем столе на саморезы, но захотелось установить их относительно точно и с комфортом.
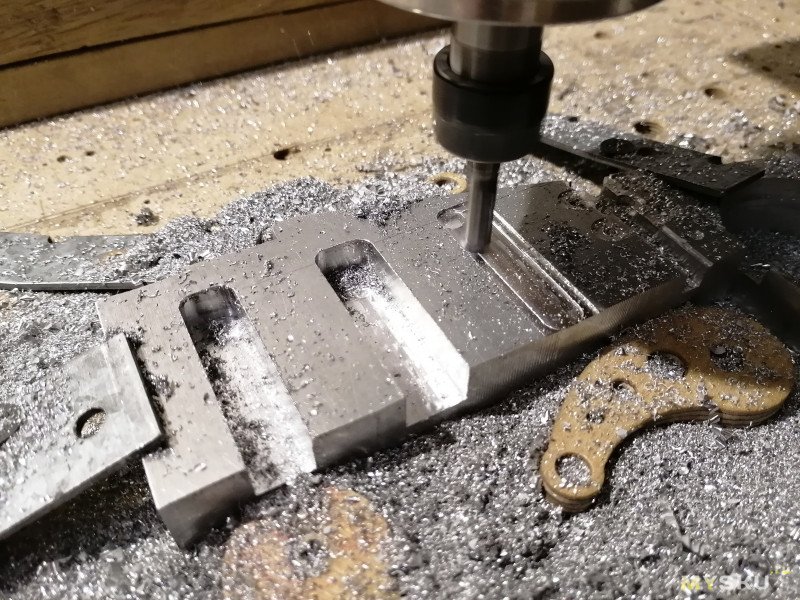
Вот как выглядит эта приспособа. Наделал кучу отверстий с резьбой, чтоб можно было фиксировать резцы винтами, а также сквозных отверстий, для прикрепления этой резцедержки к столу.

Первый резец – основной, почти для всех операций, второй – для изготовления ладьи, у которой плоская макушка, а третий — исключительно для отрезания фигурок. На рисунке постарался изобразить конфигурации установки резцов, для каждой операции, как я (НЕ ТОКАРЬ) себе это представляю.

С этим всё понятно, едем дальше.
А дальше я, наверное, спрячу информацию под спойлер, не всем интересно будет читать про системы координат ЧПУ станка и их переключения. Про это можно было вообще не писать, но я рассматриваю это как памятку для себя же.
Здесь я оговорюсь, выхожу на минное поле – я хоббийщик-любитель и теория управления станками с ЧПУ это далеко не мой конёк, поэтому всё, что я напишу дальше может быть спорным и прошу не забрасывать меня тапками.
На картинке показано, что да как я собираюсь сделать.
Но перед началом работы, мне придется задать точки на рабочем поле, чтобы определить нулевые точки для каждой системы, а если сказать более правильно – указать смещения относительно машинных координат (механических) станка – G53.
Если я правильно воспринял информацию из описания G-кодов, то нужные смещения для каждой системы координат выполняются следующей командой
G10 L2 Pppp Xxxx Yyyy Zzzz, где
ppp – порядковый номер системы координат (1 — G54, 2 – G55, 3 – G56, …)
xxx, yyy, zzz – смещения относительно машинных координат G53.
Ну и как пример, если нулевая точка для выполнения 2-й операции (в системе G55) отстоит от нулевой точки машинных координат на X100 Y50, то перед началом работ нужно выполнить следующий код
G10 L2 P2 X100 Y50 Z0
а затем переключиться в эту систему, вызвав код G55
Кстати, наблюдение — в LinuxCNC после выполнения управляющей программы в системе отличной от базовой (например, в G56), по окончании происходит автоматическое переключение в базовую (G54). Таким образом, целесообразно указывать переход в ту или иную систему принудительно в начале файла с управляющей программой, а иначе возможны неприятные казусы, если после завершения вы захотите повторить выполнение управляющей программы
Перед тем как приступить к настройке станка, мне необходимо выполнить расчет управляющих программ для каждой фигурки.
И вот тут я принял решение не пользоваться специализированным ПО для расчета УП для токарной обработки, хотя прекрасно понимаю, что, например, в том же Fusion360 это сделать не долго и не сложно.
Расчет траектории обработки я выполню почти ручным способом. Для чего это мне нужно?
Во-первых, спортивный интерес, во-вторых, лучшее понимание процесса. Кроме того, не все и не всегда хотят или имеют время разбираться с новым разнообразным ПО при решении одноразовых задач. При этом, сделаю уточнение – я за прогресс и за развитие, поэтому, когда это возможно, то нужно пользоваться готовыми решениями, это значительно сэкономит вам время.
А в данном посте просто предлагаю один из миллиона способов решения задачи здесь и сейчас.
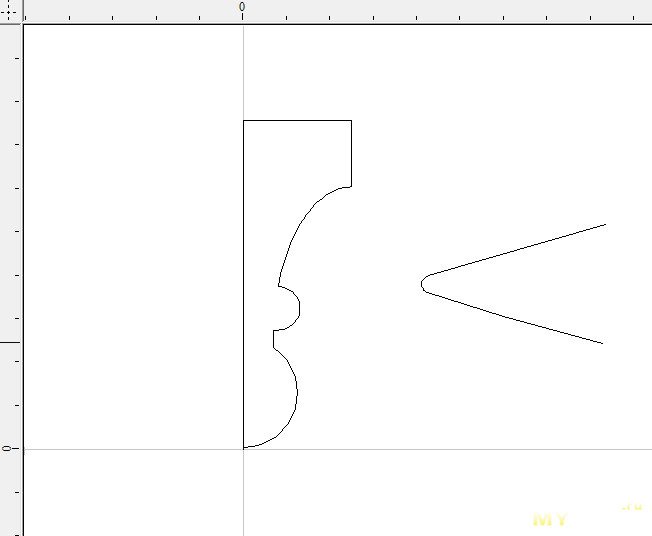
Профили фигур я нарисовал в MS Visio (кроме коня, конь это отдельная история) и выглядят они вот так:
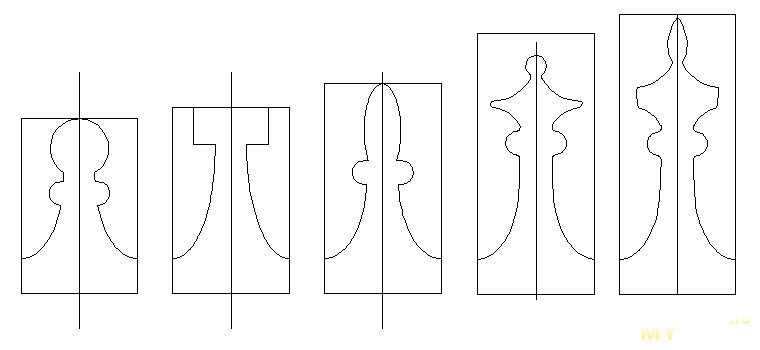
Я художник – я так вижу 🙂
А дальше начинается всё веселье. Для разработки УП я воспользуюсь программой Vectric Aspire (можно это также осуществить во всеми любимом ArtCam’е).
На примере пешки я покажу основные этапы ручной подготовки УП для станка.
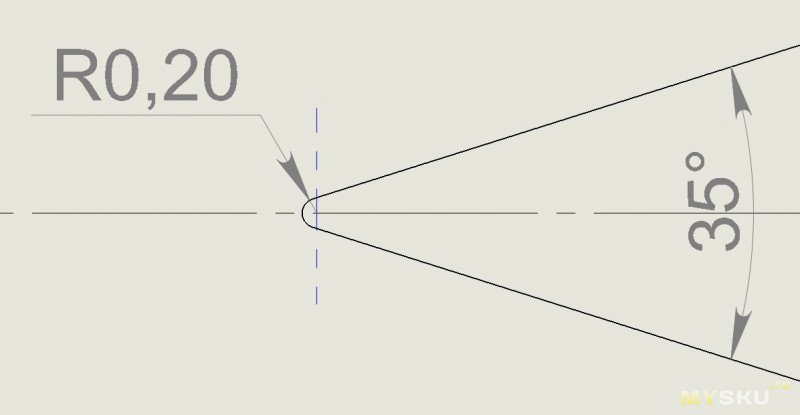
Но перед этим схематично покажу, как выглядит резец, это важный момент и пригодится при расчетах.
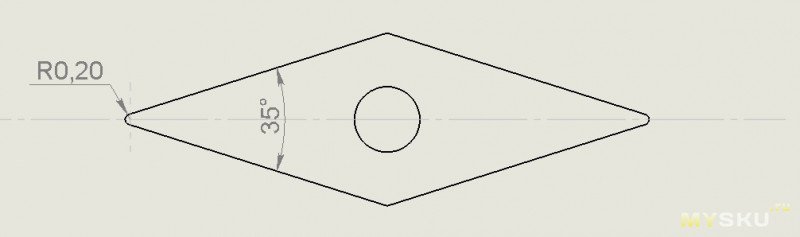
Нас интересует скругленное острие, с радиусом скругления 0.2 мм. Просто запомним.
Дальше все действия я выполняю в Vectric Aspire:
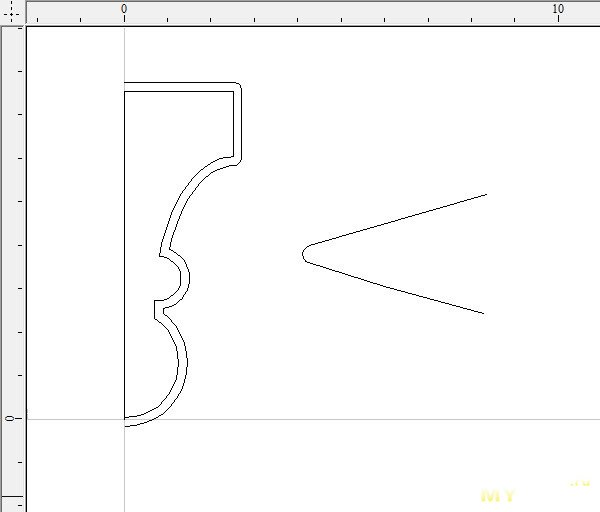
1. Беру эскиз пешки, отсекаю от него лишюю половинку и располагаю относительно 0, как мне удобно.
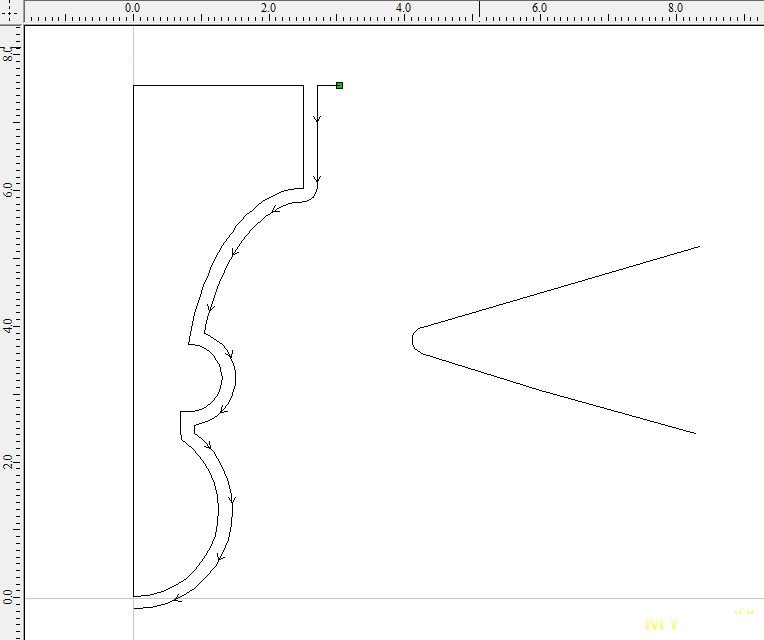
2. После этого, учитывая радиус скругления резца 0.2 мм, создаю векторный контур, который отстоит от контура фигуры как раз на 0.2 мм. Этот контур будет использоваться как траектория для чистового прохода резца.
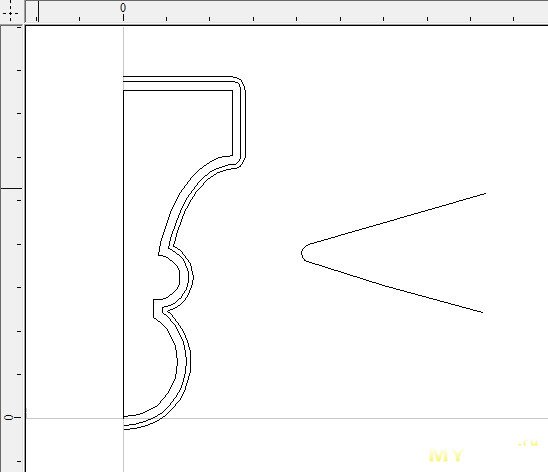
3. После этого делаю «ход конем» — чистовой проход я планирую сделать со съемом 0.1 мм, поэтому необходимо создать еще один контур со смещением относительно чистового контура на 0.1 мм. Этот контур будет ограничивать черновые проходы, оставляя на чистовой проход 0.1 мм материала.
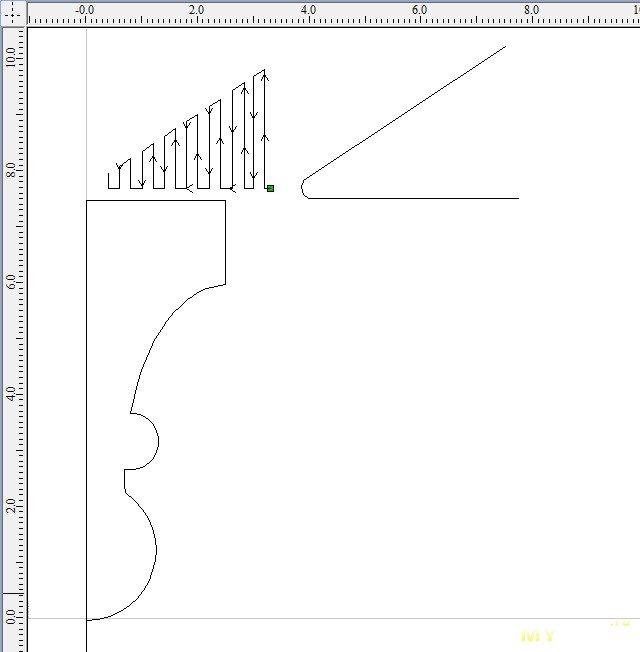
4. Далее сделаю вспомогательные линии с интервалом 0.2 мм друг относительно друга, эти линии будут использовать для съема лишнего материала (я не поясняю, как отсекаю лишни линии, это не тема данного поста)
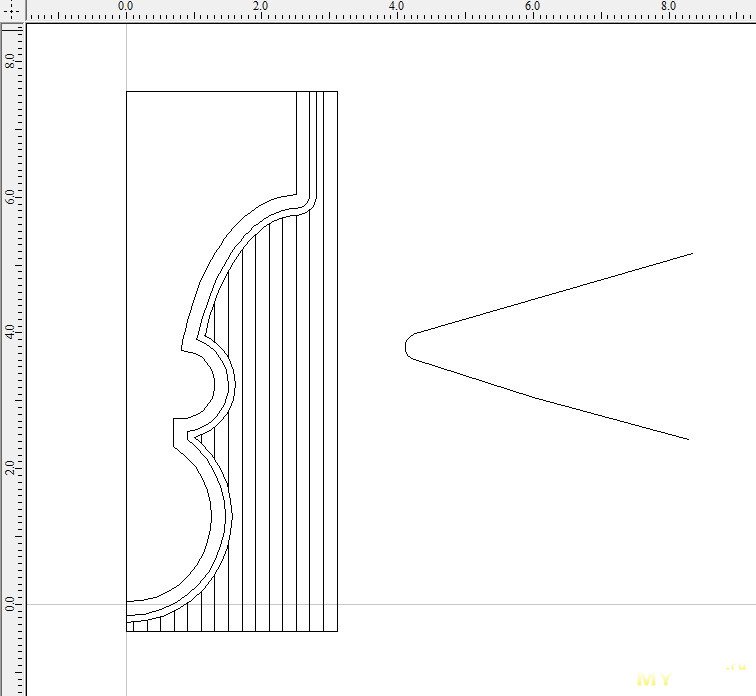
5. Теперь можно сделать траекторию для чернового съёма лишнего материала. Для этого, убирая лишние линии, получим некую змейку. Для этой змейки применим стратегию «2D Profile» с параметром «On» (то есть по контуру). Думаю по рисунку всё понятно.
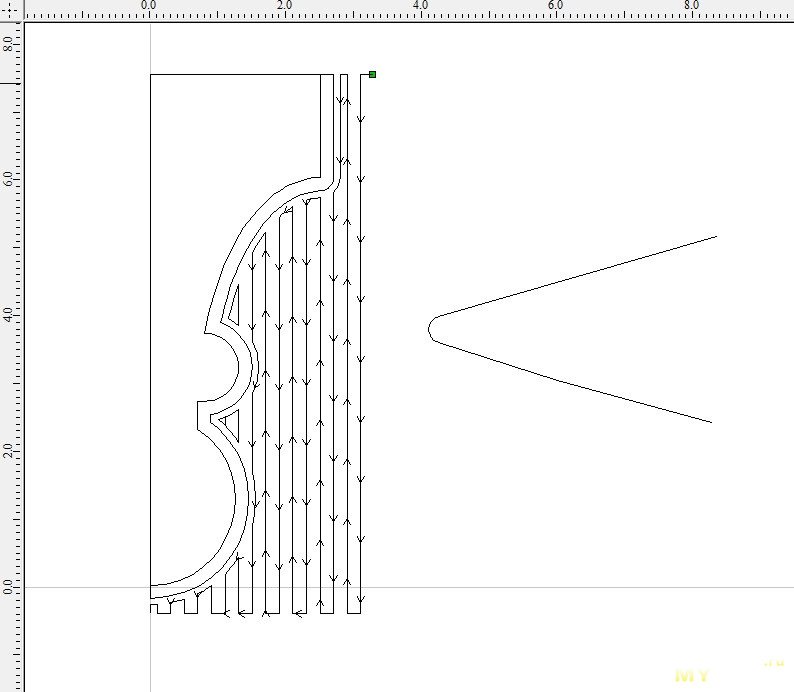
6. Для неохваченных остатков используем ту же тактику. Это всё еще черновые проходы.
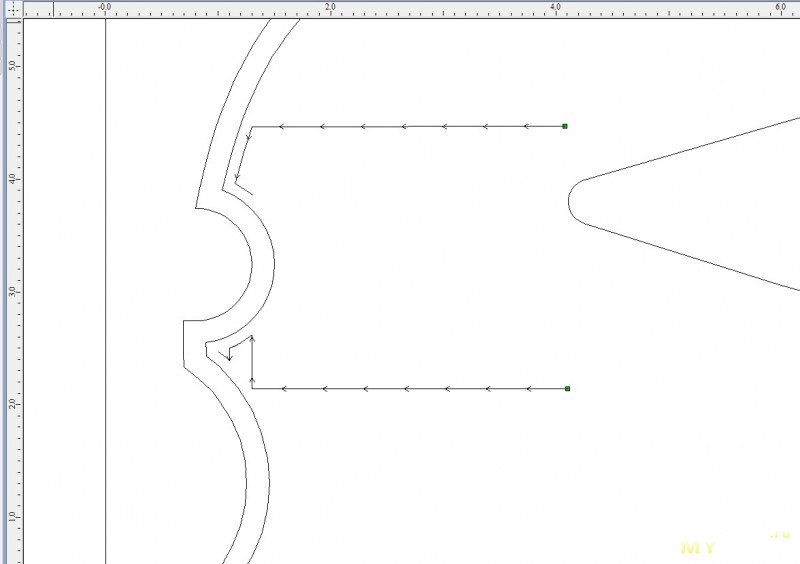
7. Теперь остается только чистовой проход, этот тот контур, который отстоит от очертания пешки на 0.2 мм, а материала для съема осталось только 0.1 мм. Стратегия всё та же «2D Profile».
8. Для того, чтобы отрезать фигуру будет использована вот такая траектория
Можно заметить, что резец не полностью отрезает фигуру и остается небольшой хвостик.
Я сознательно не вдаюсь в мелочи и нюансы, мне кажется, если кто-то захочет повторить процесс – направление понятно, дальше только ваш опыт работы с программами для создания УП и чуть-чуть фантазии.
Единственное, на что хотелось бы обратить внимание так это на оси. Как вы понимаете, моделирование и создание управляющих программ осуществляется в плоскости XY, но как мы помним, заготовка относительно резцов будет перемещаться в станочной плоскости XZ.
Чтоб правильно запустить процесс выполнения программы есть два варианта:
1. Поправить G-коды заменой координат, Z на Y, Y на Z. Но этот фокус пройдет только в случае, если вы не применяете круговую интерполяцию. В этом случае придется делать замены параметров арок I, J, K, но мне показалось, что это долго и бесперспективно.
2. Перенастроить станок, таким образом, чтобы при выполнении управляющей программы перемещение по Z реально происходило по оси Y, а Y по Z.
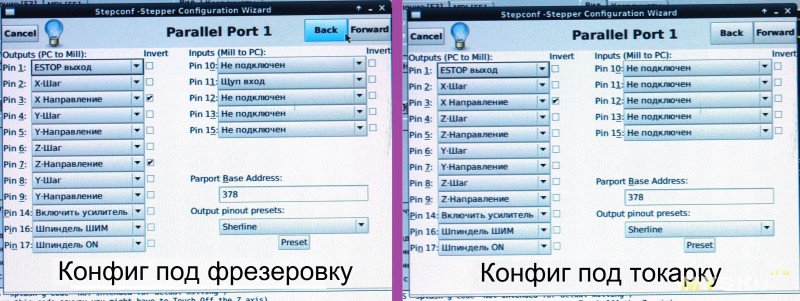
Я выбрал второй способ. Для управления станком я использую LinuxCNC и могу создавать разные конфигурации станка, запуская нужную (на рабочем столе создаются ярлыки под запуск каждой конфигурации).
Покажу на примере основную конфигурацию для фрезеровки и дополнительную для токарных работ.
А теперь, если вы еще со мной, переходим к практической более интересной части моего опуса.
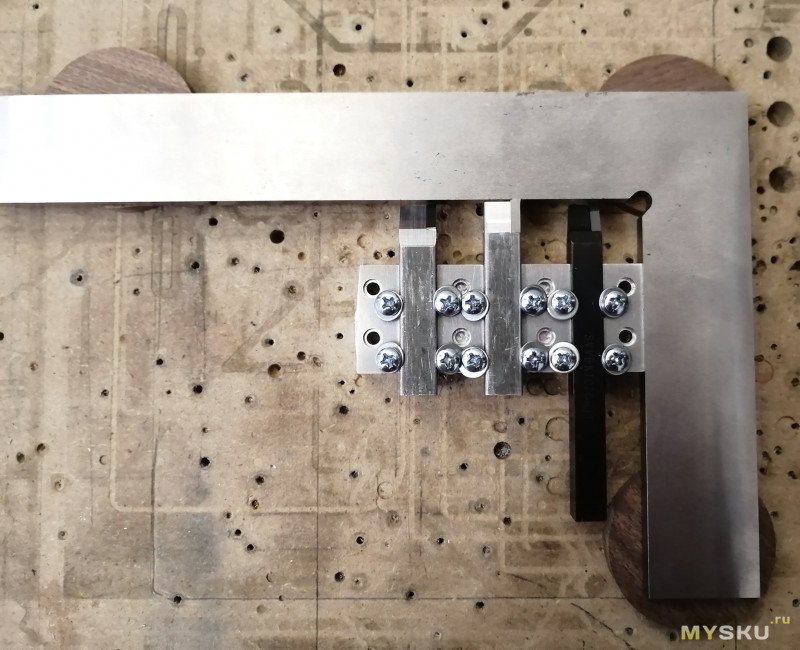
Первым делом с помощью поверочного угольника выставлю резцы так, чтоб вылет был одинаковый – это избавит от проблем в будущем.
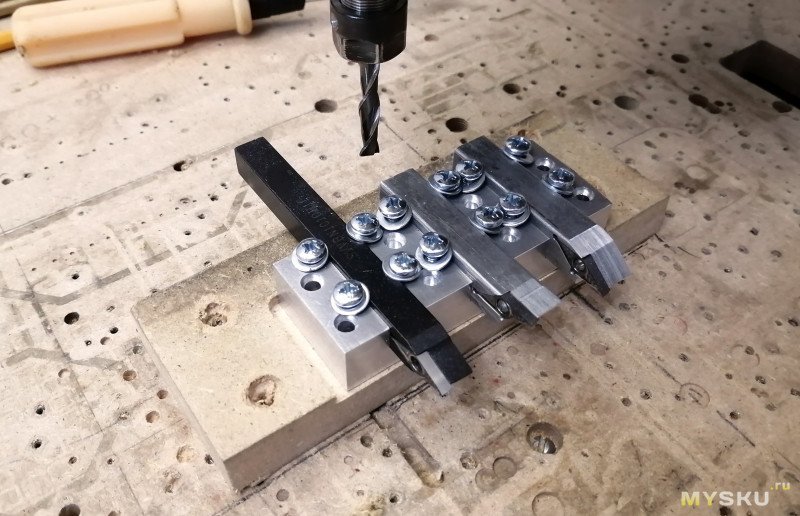
А дальше возьму небольшой брусочек из МДФ и вырежу на нем посадочное место под резцедержку.
Такая, казалось бы лишняя процедура, необходима, чтобы установить резцедержку длинной стороной вдоль оси Y (а учитывая, что координаты я переназначил, то вдоль оси Z) и соблюсти перпендикулярнось резцов к оси Х.


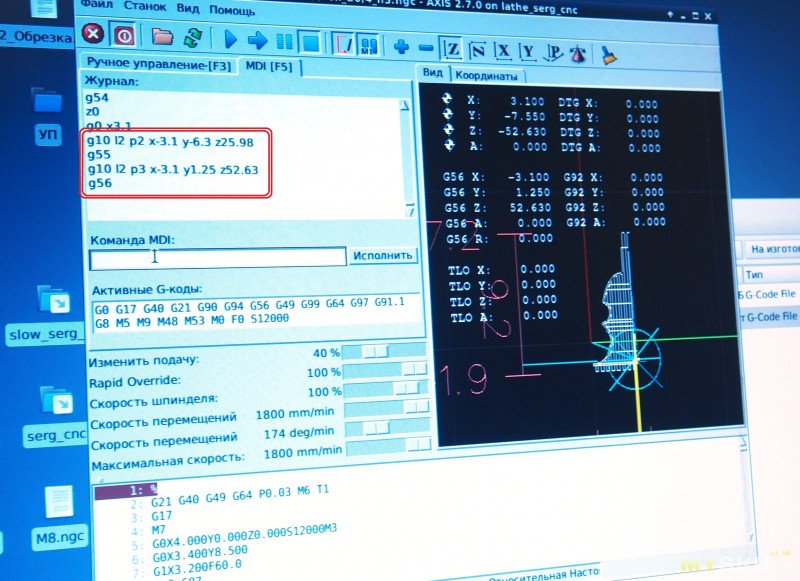
Можно сказать, что все приготовления закончены, осталось лишь задать системы координат – скажу честно это самая неприятная часть работы и я потратил некоторое время, чтобы определить, какие смещения необходимо указать для каждого резца.

На бумажке я неправильно записал смещение по оси Х, на самом деле оно отрицательное.
Я думаю, по одинаковости смещений по Х, понятно, для чего я выставлял вылеты резцов — это действительно избавило от проблем.
И перед тем как запустить токарный процесс, выполню команды, задающие нулевые точки для систем координат G55 и G56.
Ну всё! Погнали! Начну с пехоты 🙂

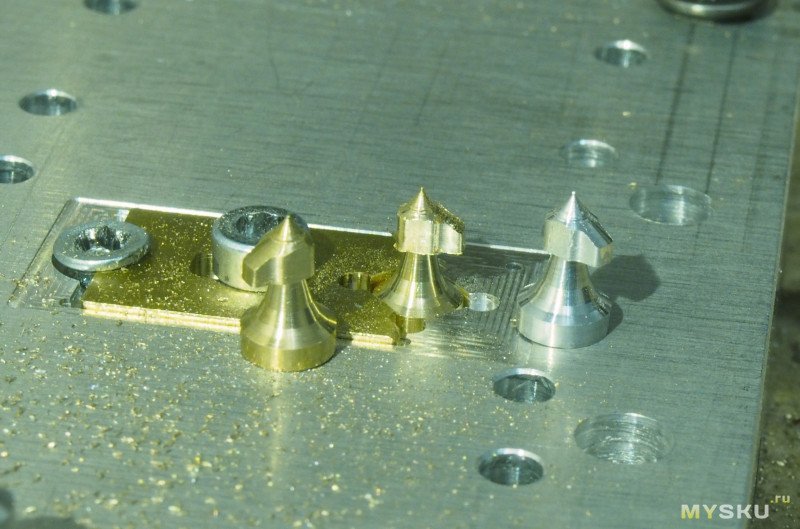
Черновую обработку и чистовой проход делается на первом резце. Обороты шпинделя выставил 2000.

После того, как основа пешки готова, отправляем ее на третий резец для обрезки и снова точим.

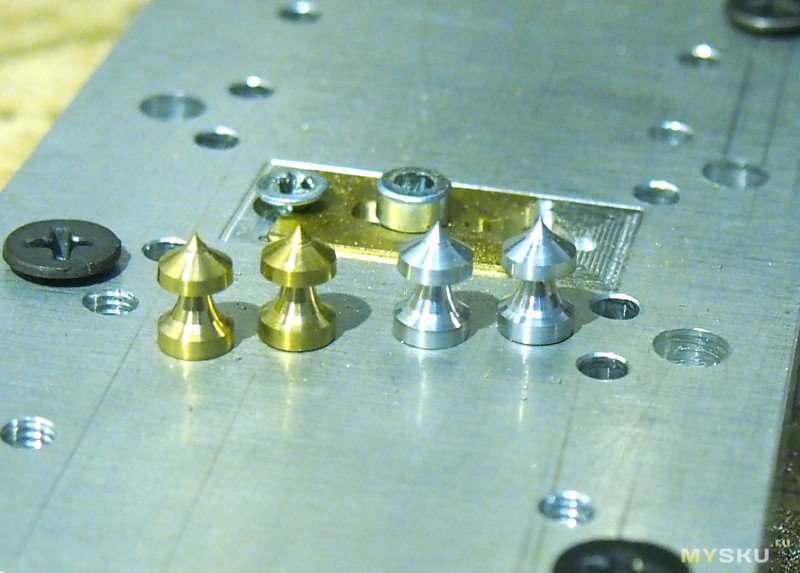
Вот собственно процесс и завершен. Скажу честно – ощущения от процесса непередаваемые и визуально это выглядит очень залипательно.

На всякий случай уточню — диаметр основания фигур 5 мм

Чтобы вы тоже ощутили процесс, приложу видео — чисто токарная процедура, без подготовки и прочей мишуры, которую вы и так прочитали в тексте.
Изготовление пешки
Я конечно уже и так порядком затянул публикацию, но думаю многих интересует, как я делал коня (по крайней мере три человека в офф-лайне уже об этом спросили)
С конями я решил поступил так — сделалтокарным способом вот такие заготовки
А затем закрепил эти заготовки и отфрезеровать, вот так
Как по мне, это больше единороги какие то получились ))), но в целом нормально, учитывая размеры фигур.
Про весь проект я не рассказываю, если интересно, то полное видео можно посмотреть у меня на YouTube
А теперь мы с Линуксом сыграем партеечку 🙂

Всем спасибо за внимание!
- Часы Заря калибр 1509 или "Даже если ты маленький, то всё равно способен на большое!"
- Колхоз-тюнинг настенных кварцевых часов:теперь переводим и часы на литий ;)
- Еще одна переделка шуруповерта на литий, с правильной зарядкой батареи.
- Сферические колонки
- Переделываем шуруповёрт на питание от LI-ion аккумуляторов. Подробный обзор.
- Триггер PD 20V и попытка подружить его с паяльниками(Немного DIY)
- Мангал из старого баллона делаем своими руками. Красим и шашлык жарим
- Автомагнитола SWM 7805 (версия без сенсорного экрана)
- По следам автомагнитолы SWM 7805. Отключаем подсветку LCD в выключенном состоянии.
- Ремонтируем защитные очки 3М при помощи 3D принтера


Вам также может понравиться

Обзор дозатора флюса

Мультиобзор на пару блютус наушников Excelvan HB20 и Z-S1
